ฟังก์ชัน Smart Work Navigator ลดข้อผิดพลาดในการหยิบชิ้นส่วน ที่มากับ iQ Monozukuri

ฟังก์ชัน Smart Work Navigator ลดความล่าช้าในการผลิต ที่มาใน iQ Monozukuri
การทำงานในอุตสาหกรรมการผลิตเต็มไปด้วยปัญหาหลากหลายรูปแบบ เช่น การทำงานของเจ้าหน้าที่ไม่มีประสบการณ์การทำงานในพื้นที่การทำงาน จึงต้องใช้เวลาในแต่ละขั้นตอน การตรวจสอบตำแหน่งชิ้นส่วนขนาดเล็ก สำหรับการติดตั้งบนชิ้นงานในพื้นที่การผลิต ปัญหาประสิทธิภาพในการทำงานลดลง เนื่องจากขั้นตอนการตรวจสอบและขั้นตอนเลือกชิ้นส่วน หรือปัญหาการค้นหาชิ้นส่วน ซึ่งปัญหาทั้งหมดล้วนทำให้ขั้นตอนการผลิตช้าลง
ภายในแอปพลิเคชันการทำงานอัตโนมัติ iQ Monozukuri จาก Mitsubishi Electric ซึ่งเป็นซอฟต์แวร์ผลิตภัณฑ์ที่ได้รับการปรับแต่งให้เหมาะสมกับการแก้ปัญหาในพื้นที่การผลิตจริง ช่วยให้อุตสาหกรรมสามารถติดตั้ง ขยาย ใช้งาน และจัดการระบบการบำรุงรักษาได้อย่างมีประสิทธิภาพ
ฟังก์ชัน Smart Work Navigator เป็นซอฟต์แวร์อีกตัวที่อยู่ใน iQ Monozukuri ซึ่งช่วยลดข้อผิดพลาดจากการทำงานของมนุษย์ โดยการจัดการการใช้ชิ้นส่วนแบบดิจิทัล ช่วยสนับสนุนงานประกอบ ด้วยการเก็บรวบรวมข้อมูล รวมถึงการปรับปรุงและวิเคราะห์ข้อมูลการทำงานในโรงงานอุตสาหกรรม
คุณสมบัติการทำงานของฟังก์ชัน Smart Work Navigator
รองรับทุกขั้นตอน ตั้งแต่การติดตั้ง การใช้งาน การวิเคราะห์ และการปรับปรุงในพื้นที่การผลิต เพื่อดำเนินการในขั้นตอบการหยิบชิ้นส่วนหรือขั้นตอนการประกอบผลิตภัณฑ์ได้อย่างมีประสิทธิภาพและเหมาะสม
■ การติดตั้ง และออกแบบระบบตั้งแต่เริ่มต้นที่มีความง่ายดาย
สามารถจัดการไฟล์โครงการ (ข้อมูลหน้าจอและโปรแกรมควบคุม) และ SWN Data Configurator ที่รวมอยู่ในผลิตภัณฑ์ ด้วยการเขียนลงใน GOT และส่งไปยัง PLC สำหรับสร้างไฟล์ข้อกำหนดและสร้างแผ่นคำแนะนำในการทำงาน
■ การกำหนดค่าระบบที่ยืดหยุ่น
สามารถเลือกอุปกรณ์ได้ตามขนาดหรือการใช้งานในพื้นที่การผลิต
■ การทำงานและจัดการได้อย่างง่ายดายด้วย "SWN Data Configurator"
SWN Data Configurator สามารถสร้างหน้าคำแนะนำการทำงานบนพื้นที่การผลิตได้ง่ายๆ โดยการลากและวางส่วนประกอบของระบบและส่วนประกอบของงาน ทำให้อุตสาหกรรถปรับแต่งความแตกต่างหรือขั้นตอนเฉพาะส่วนได้อย่างง่ายดาย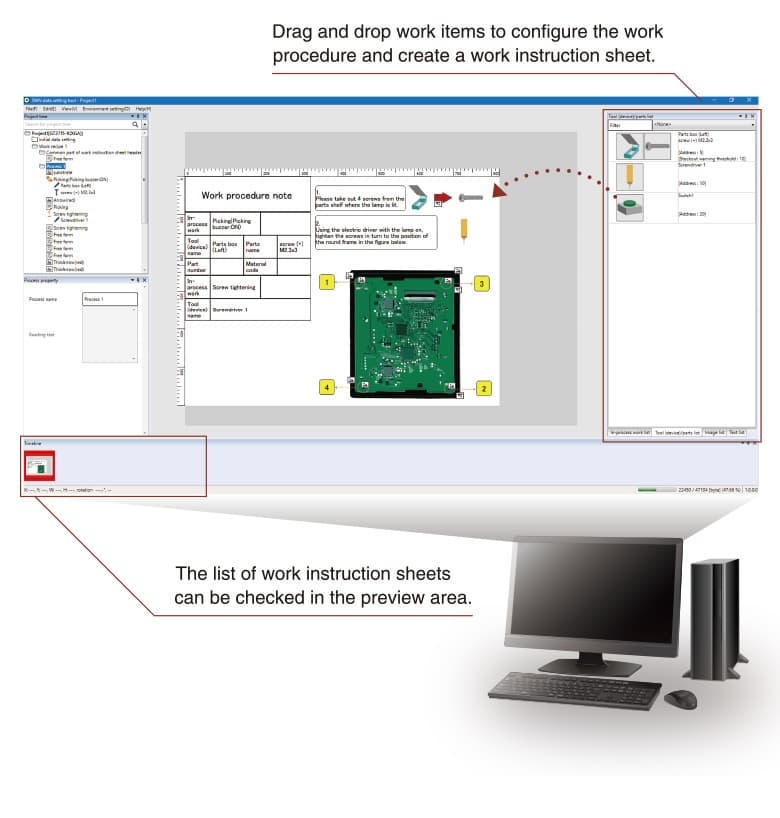
■ ทำงานร่วมกับไฟสัญญาณในพื้นที่การจัดเก็บหรือคัดแยกชิ้นส่วน
ซอฟต์แวรสามารถช่วยนำทางการแสดงผลไปยังอุปกรณ์ เพื่อระบุรายละเอียดการทำงานและขั้นตอนที่อยู่ในพื้นที่การผลิตได้รวดเร็วขึ้น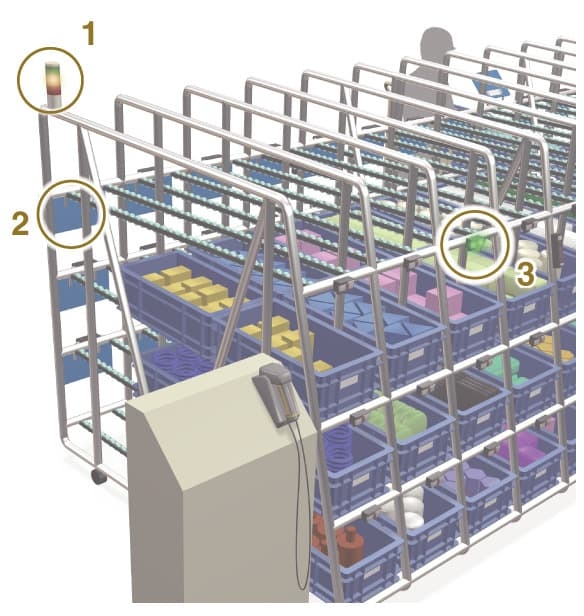
- ขั้นตอนการหยิบชิ้นส่วนอุปกรณ์
1. ไฟสัญญาณหลักตรวจสอบจำนวนอุปกรณ์ เพื่อแจ้งเตือนชิ้นส่วนที่เกิดการขาดแคลนได้
2. ประตูเปิด-ปิดบนชั้นวางอุปกรณ์ เพื่อป้องกันการจ่ายชิ้นส่วนที่ผิดพลาด
3. ไฟสัญญาณแยกส่วนช่องอุปกรณ์ เพื่อช่วยให้เจ้าหน้าที่ลดความผิดพลาดในการหยิบชิ้นส่วน และตัดสินใจหยิบได้รวดเร็วขึ้น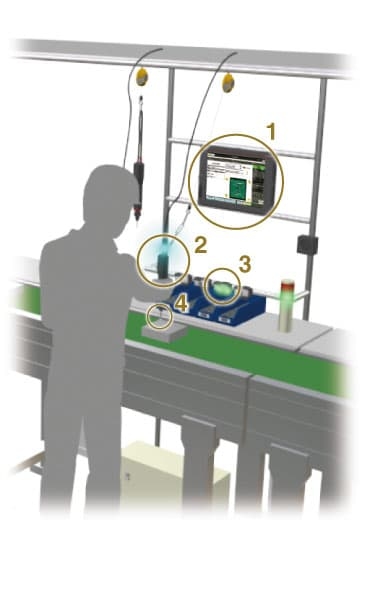
- ขั้นตอนการประกอบผลิตภัณฑ์
1. อุปกรณ์แสดงผล HMIs ช่วยให้ผู้เริ่มต้นทำงานและการตัดสินใจได้แม่นยำมากขึ้น
2. ไฟแสดงสถานะไขควงไฟฟ้า ช่วยประหยัดเวลาในการเลือกเครื่องมือ
3. ไฟแสดงสถานะบนชั้นวางชิ้นส่วนเป้าหมาย ช่วยให้ผู้เริ่มต้นเลือกชิ้นส่วนได้ดีขึ้น
4. การควบคุมแรงบิดแบบเรียลไทม์ โดยมีระบบป้องกันผลิตภัณฑ์เสียหายและการตรวจสอบแรงบิดในการขันก่อนการทำงาน เพื่อควบคุมคุณภาพการผลิตให้สูงขึ้น (จำเป็นต้องสร้างโปรแกรมการสื่อสารระหว่างไขควงไฟฟ้าที่มีเซ็นเซอร์แรงบิด/ตัวตรวจสอบแรงบิดในตัวและ PLC)
■ เก็บรวบรวมบันทึกการทำงาน เพื่อวิเคราะห์ปัญหาที่เกิดขึ้น
เครื่องมือ BI บันทึกการทำงานจะแสดงภาพตามวัตถุประสงค์ของอุตสาหกรรมผู้ใช้งาน เช่น แสดงหน้าจอของเครื่องมือ BI ไว้ที่ด้านล่างของซอฟต์แวร์ เป็นต้น
- กราฟรอบเวลาเฉลี่ย
กราฟนี้แสดงเวลาทำงานโดยเฉลี่ยทั้งระบบ ตั้งแต่เริ่มต้นจนเสร็จงาน และเวลาที่ใช้ในกระบวนการทำงานที่เป็นมาตรฐานของแต่ละรอบตารางงานในแต่ละวัน โดยสามารถระบุเวลาทำงานของเจ้าหน้าที่แบบเจาะจงที่เกินจากเวลามาตรฐาน และรอบการทำงานเฉพาะที่เกินจากกำหนดที่วางไว้ได้อีกด้วย
- กราฟอัตราการเกิดสัญญาณเตือน
กราฟนี้แสดงอัตราการเกิดการแจ้งเตือนของแต่ละวัน ช่วยให้อุตสาหกรรมสามารถหาสาเหตุการแจ้งเตือนได้ง่ายดายและรวดเร็วมากยิ่งขึ้น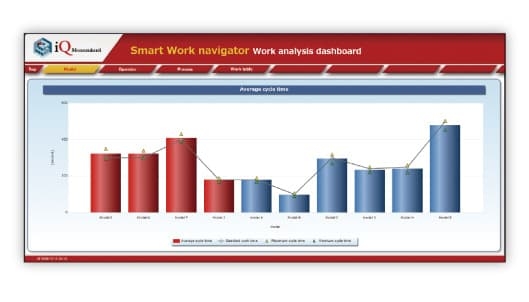
- กราฟสถานะการแจ้งเตือนสต็อก
กราฟด้านบนจะแสดงจำนวนชิ้นส่วนและเกณฑ์ สำหรับการแจ้งเตือนชิ้นส่วนคงคลังบนชั้นวาง โดยกราฟด้านล่างจะแสดงรายละเอียดชิ้นส่วนทั้งหมดจากช่วงเวลาที่เลือกจากกราฟด้านบน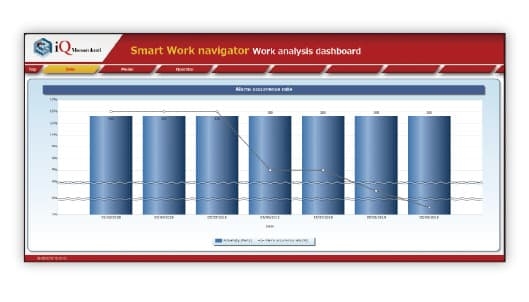
- รายการบันทึกการทำงาน
แสดงข้อมูลบันทึกการทำงานของแต่ละผลิตภัณฑ์ เพื่อตรวจสอบข้อมูลของแต่ละผลิตภัณฑ์ซึ่งไม่ได้แสดงในกราฟ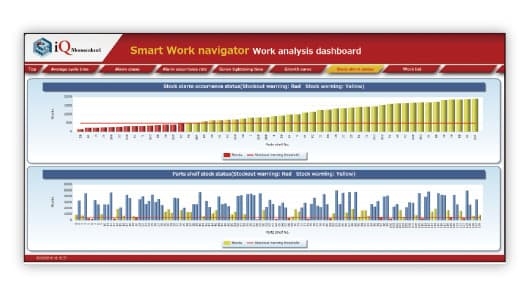
■ การตรวจสอบสาเหตุของปัญหาและดำเนินการตามแผนปรับปรุง
ซอฟต์แวร์สามารถระบุรายการงานที่มักจะเป็นปัญหา เช่น "รายการงานที่มักจะล้มเหลว" และ "รายการงานที่ต้องใช้เวลา" จากพื้นฐานของข้อมูลที่แสดงภาพด้วยเครื่องมือ BI ซึ่งช่วยในการปรับปรุงขั้นตอนการทำงานต่างๆ ได้ เช่น การฝึกอบรมพนักงานใหม่ หรือการแก้ไขกระบวนการทำงาน
- กรณีที่ 1 การทำงานของเจ้าหน้าที่ที่ทำงานเกินเวลามาตรฐาน ซอฟต์แวร์สามารถจัดการแผนปรับปรุงพัฒนาทักษะของพนักงาน ด้วยการฝึกอบรมซ้ำได้
- กรณีที่ 2 รายการขั้นตอนการทำงานเฉพาะที่ใช้เวลานานกว่าที่วางแผนไว้ ซอฟต์แวร์สามารถจัดการแผนปรับปรุงประสิทธิภาพการทำงาน ด้วยการทบทวนเอกสารคำแนะนำในการทำงานใหม่อีกครั้ง
- กรณีที่ 3 เวลาในการประกอบแตกต่างกันมากขึ้นอยู่กับผู้ปฏิบัติงาน ซอฟต์แวร์สามารถปรับปรุงปรับสมดุลรายการงานโดยการสร้างและใช้ส่วนควบเฉพาะ
ขอบคุณข้อมูลจาก https://www.mitsubishifa.co.th/

 AAA automation
AAA automation
 ธ.กสิกรไทย
ธ.กสิกรไทย
ขายอะไหล่เครื่องจักร อะไหล่เครื่องจักร ขายอะไหล่เครื่องจักรราคาถูก อะไหล่เครื่องจักรอุตสาหกรรม ขายอะไหล่เครื่องจักรโรงงาน
PLC PLC Mitsubishi PLC Omron PLC Mitsu PLC Omron PLC Keyence PLC มือ1 ขาย PLC พีแอลซี PLC มือหนึ่ง
PLC ราคา จำหน่ายPLC สาย Link PLC FX3U FX3G PLC Nais สายPLC ขาย PLC Mitsu Servo AC Servo Servo Motor Inverter
ขาย Inverter Inverter Mitsu อินเวอร์เตอร์ จำหน่ายอินเวอร์เตอร์ อินเวอร์เตอร์มือสอง ขาย Inverter มือสอง Sensor Proximity
Proximity Sensor Sensor Omron Proximity Omron ขาย Sensor Servo Drive ขาย Sensor มือสอง จำหน่าย Sensor Photo Sensor
Fiber Sensor Sensor อุตสาหกรรม เซ็นเซอร์ ขายเซ็นเซอร์ จำหน่ายเซ็นเซอร์ Touch Screen ขาย Touch screen ขาย Servo
ขาย Servo Mitsubishi ขาย Servo Panasonic ขาย Servo Yaskawa ขาย Servo Fuji ขาย Servo Omron ขาย Servo Motor ขาย Servo Drive
จำหน่าย Servo ขาย Servo มือสอง ขาย Touch screen มือสอง จำหน่ายจอทัชสกรีน ขายทัชสกรีน เซอร์โว ขายเซอร์โว
Cylinder Counter Motor Switch Breaker Fitting Timer Temperature Terminal Speed Control Power Supply
